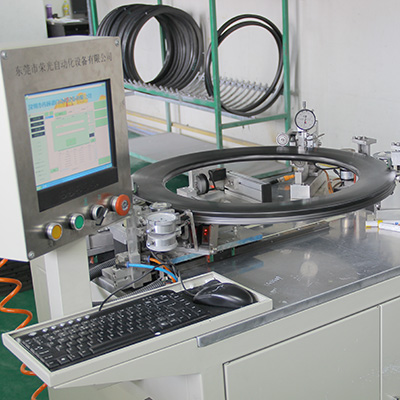
Processus de fabrication des roues en carbone ProX Les cyclistes de route et de VTT modernes sont plus variés que jamais, tant au niveau physique que dans leurs attentes en matière de performance.roues de vélo. Pour répondre aux besoins de différents cyclistes, la roue en carbone fabriquée à la main est la meilleure solution. Chez ProX Wheels, nous proposons différentes options de moyeux (y compris DT Swiss 180, 240, 350, ainsi que les moyeux moulés ProX, etc.) et rayons (Sapim CX-Ray, Race, Pillar 1420, 1423, etc). Le processus principal est divisé en six étapes comme indiqué dans les images ci-dessous : un' Laçage des rayons Avant cette procédure, il y a bien sûr quelques travaux préparatoires. Nous devons préparer les jantes en carbone, les moyeux, les écrous et calculer la longueur de rayon appropriée pour s'adapter à des jantes spécifiques. Ensuite, notre mécanicien de construction de roues recevra le paquet de matériaux pour construire chaque roue. Comme tout a été calculé et préparé à l’avance, ils peuvent continuer à travailler dessus sans se soucier des erreurs pendant le processus. Chaque rayon sera d'abord placé dans le trou du moyeu, puis lacé selon le motif approprié (radial, 2X, 3X, etc.). Le côté roue libre et le côté opposé roue libre des jantes seront pris en compte lors du laçage des rayons. Ceci est essentiel pourjantes en carbone au design asymétrique. â'¡ Rayons pré-tendus Une fois tous les rayons lacés selon le modèle approprié, ils seront pré-tendus. Cette procédure permet de libérer la roue et de la rendre rigide. À ce stade, les roues sont rectifiées latéralement et radialement au niveau de base. â'¢ Plat la roue Pour les roues pré-tendues, il est important de mesurer si les moyeux sont au centre des jantes en carbone, ce qui constitue la base d'un réglage ultérieur. Chez ProX, nous contrôlons la tolérance du centre de roue ≤ 0,3 mm. Si elle dépasse 0,3 mm, elle sera ajustée jusqu'à ce qu'elle soit inférieure à 0,3 mm. â'£ Déstressant Lors de la procédure de pré-tension, de grandes forces sont exercées sur la roue, qui doivent être soulagées. Le rayon doit s'adapter à la forme de la bride du moyeu et l'écrou doit également s'adapter au trou du rayon. Il s'agit d'une procédure importante pour garantir que la roue est complètement réglée et qu'elle ne s'écartera pas de sa position réelle ou ne perdra pas de tension lors d'une conduite normale. â'¤ Réglage et équilibrage de la tension Nos mécaniciens utilisent un tensiomètre pour mesurer la tension de chaque rayon. Normalement, la tension des rayons pour le même côté (côté entraînement ou côté opposé à l'entraînement) doit être la même. Si certains rayons sont jugés trop lâches ou trop serrés, ils seront légèrement ajustés. Cette procédure peut être répétée dans les deux sens jusqu'à ce que tous les rayons du même côté aient la même tension, ce qui est important pour les performances et la longévité de la roue. â'¥ Holland Mechanics Pro Truer Après avoir construit et dressé les roues manuellement, nous les avons installées sur Holland Mechanica Pro Truer. Cette machine vérifiera précisément le paramètre de la roue et mettra en évidence la zone non qualifiée (le cas échéant). Comme nos mécaniciens de roues sont tous qualifiés, la plupart des roues donnent de bons résultats. En cas de problème, notre mécanicien le fera vérifier et légèrement rectifier jusqu'à ce qu'il soit qualifié. ProXpaire de roues en carboneLa procédure de construction peut également être visionnée dans la vidéo suivante :
Voir plus